Completely coordinated and from one single source
Assembly line

Assembly line with carrier circulation
A mechatronic assembly is produced, an injection-moulded part with an insert, which has to be further processed in two variants. In addition to the application of a data matrix code by laser, several cavities created by the injection moulding process as well as existing unpopulated diode pockets must be encapsulated with a moisture-resistant compound in workpiece variant 1. In workpiece variant 2, the cavities created by the injection moulding process are also encapsulated, diodes are fitted in the diode pockets provided and then encapsulated with silicone. The potting compounds are then cured and the workpieces are inspected using various test and measurement procedures. The workpieces are delivered in special trays, which are also used later for shipping.
Processes:
- Handling
- Potting
- Mounting
- Inspection

Production cell with rotary table
In this specific case, the focus is on setting up an automated assembly system for electrical connectors. The task is to assemble a part of an electrical connector (rear housing part plus clamping roller including spring, clamping roller receiver, latch and grommet). This connector is manufactured in two versions, as normal and low-cost connectors and in three sizes each. The customer's original plan was to produce these parts in two separate units, an assembly island for the strain relief (pinch rollers, springs, pinch roller receiver) and an assembly line for the rear part of the connector housing. Both assembly areas should be connected by a buffer area.
Processes:
- Handling
- Mounting
- Inspection

Loading and unloading of Tooling-Machines
The case was to realize the automated loading and unloading of a lathe. The handling of the pallets, the workpieces, the alignment of the workpieces as well as the cleaning and measuring of the finished parts after machining was automated. The scope of services also included the control connection of the automation unit to the lathe and a higher-level computer. A six-axis robot removes the finished parts from the turret gripper of the lathe, takes them to the cleaning station first and then to the measuring station before placing them in appropriate pallets. The pallets are processed in a palletizing system. This means that the palletizing system prepares the raw parts in pallets for machining and stacks the pallets with the finished parts on top of each other again.
Processes:
- Handling of pallets
- Handling of workpieces
- Measuring of finished parts
Mounting
The automated mounting of components is one of our main competencies. We reproduce various joining processes precisely, reliably and with the shortest possible cycle times. Pressing, screwing, bonding and potting are examples of processes that we regularly integrate into our systems with a wealth of experience from over 25 years of successful automation. By integrating vision technology through to the use of high-resolution camera systems, we achieve a maximum of flexibility. In connection with our continuously improved, in-house robotics, we develop lean and efficient solutions for your application. In the field of assembly technology, we are specialized in workpieces with an edge length of up to 100 mm and a total mass of up to about 5 kg, which should serve as a guideline for you. Regardless of this, we also have successfully implemented projects with larger and heavier workpieces for our customers, as we consider each application case in detail and offer your custumized solution after a precise determination of all technical and economic requirements.
Our range of services extends from the needs analysis to the entire engineering, from design and programming to assembly and commissioning at your site.

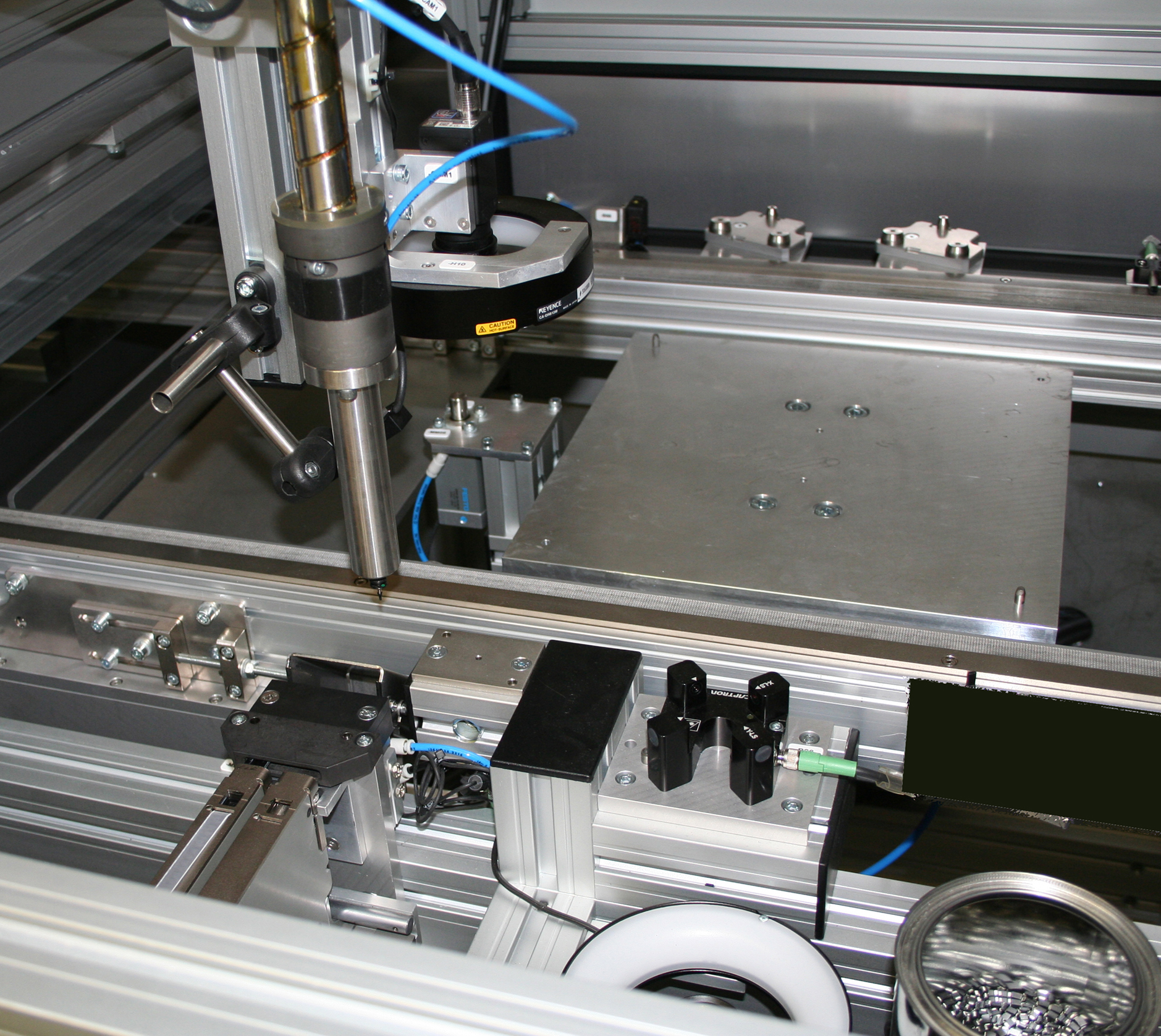
Bonding and potting
In a standardized production cell, for example, a UV-curing adhesive is dosed into a mechatronic component. Here the jet valve is moved to the respective dosing point by a Hirata linear axis system model CRZQ-2020 with a precision of +/- 0.02 mm. The communication to the jet valve controller is done via a digital I/O interface and via an analog voltage interface, which is provided by the controller of the linear axis system. In addition, the controller regulates the workpiece carriers conveyor belt, the pre-stopper, the stopper and the carriers indexing. A comfortable HMI and the master module connection of the station are also part of the performance spectrum. A downstream UV curing station can also be steered via the same control system.
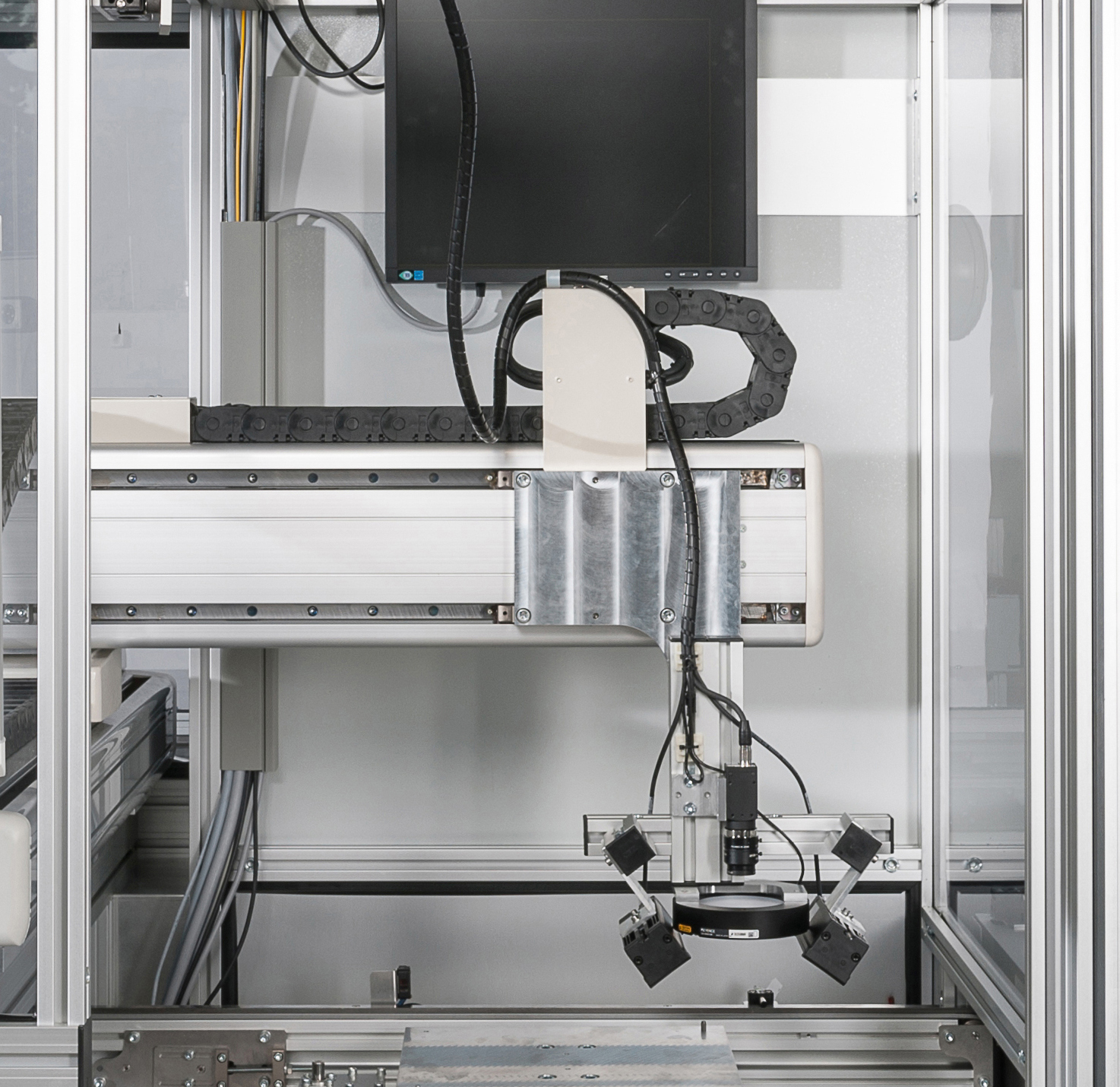
Measuring and inspecting
A standardized production cell includes the AOI station, which checks for example the dosage of the adhesive. A camera system including the corresponding illumination is moved by a two-axis linear axis system from Hirata to the respective inspection point here. It is checked for the presence of the adhesive in sufficient quantity or for overdosage as well as for contamination. The communication with the image processing system is done via one of the five RS-232c interfaces of the sequence and positioning control.
In another cell for automation the thermal connection of power components to a heat sink is tested e.g. with a special procedure by a robot-guided test head. In addition, laser triangulation is used to check whether the used springs rest on the heat sink. The linear axis robot guides a laser over a defined distance. The laser measures during the robot movement. Here, the measuring frequency and the traversing speed of the robot have to be matched exactly. There are corresponding reference parts in this test station, at which the test equipment is referenced after each measurement.
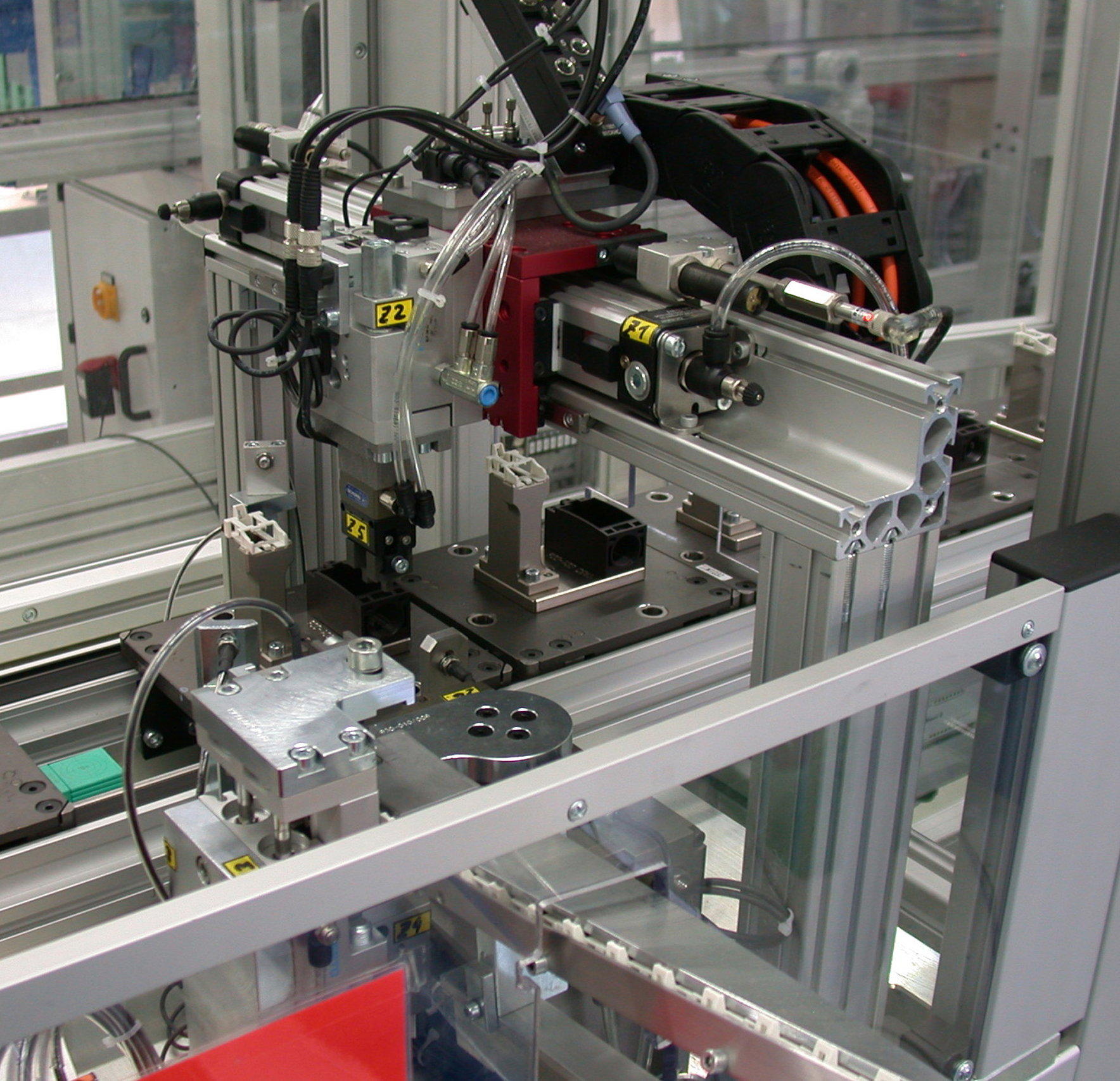
Equipping process
In a production cell, for example, diodes can be fitted in the diode pockets. Proven SMD equipping technology is used here, which is also deployed in electronics production. For this purpose, a mini vacuum gripper (nozzle) of an SMD placement machine was adapted to a four-axis linear system. Outside the station two feeders with diodes are mounted, so that one feeder can always be changed without stopping the machine. The vacuum gripper is measured by a cross line laser. A camera verifies the position of the diode pocket and the application of the conductive adhesive. A second camera is used to view the position of the diode in the gripper from below. The linear axis system now corrects accordingly in x- and y-direction as well as rotationally in w-direction and assembles the diode. The final position of the diode is checked again by camera.