
Referenzprojekt Montagelinie mit WT-Umlaufsystem
Aufgabenstellung: Bauteilhandling, Verguss, Bestückung und Prüfung
Das zu bearbeitende Bauteil ist eine mechatronische Baugruppe, ein Spritzgussteil mit Einleger, das in verschiedenen Varianten weiter verarbeitet werden muss. Neben dem Aufbringen eines Data Matrix-Codes per Laser müssen in der Werkstückvariante 1 mehrere durch den Spritzgussprozess entstandene Kavitäten sowie vorhandene unbestückte Diodentaschen mit einer gegen Feuchtigkeit beständigen Masse vergossen werden. Bei der Werkstückvariante 2 werden ebenfalls die durch den Spritzgussprozess entstandenen Kavitäten vergossen, Dioden in die vorgesehenen Diodentaschen bestückt und anschließend mit Silikon vergossen. Danach werden die Vergussmassen ausgehärtet und die Werkstücke mit unterschiedlichen Test- und Messverfahren geprüft. Die Anlieferung der Werkstücke erfolgt in speziellen Trays, diese werden auch später wieder für den Versand eingesetzt.
Bei der Suche nach einem kompetenten Partner und Zulieferer für die Konzeption und den Aufbau einer Anlage für die Serienfertigung hat man sich an die Hirata Engineering Europe GmbH aus Mainz gewandt. Hirata war schon mehrfach für die Konzeption und den Aufbau ähnlicher Fertigungsanlagen tätig und im aktuellen Fall auch in der Lage, die Vorgaben bezüglich der gewünschten Prozesse und Taktzeiten, sowie der Realisierung der Anlage im vorgegebenen Zeit- und Kostenrahmen, zu erfüllen. Eine der größten Herausforderungen neben der Projektlaufzeit war das doch eher begrenzte Platzangebot für die gesamte Anlage. Alles musste so kompakt wie möglich konstruiert und gebaut werden, ohne die spätere Zugänglichkeit für Wartungen zu beeinträchtigen.
Beim Kunden gibt es bereits eine Linie A1 (Taktzeit 12 s), in der solche Baugruppen gefertigt werden. Allerdings werden hier noch verschiedene Arbeitsschritt per Hand ausgeführt und Prozesse wie Lasermarkieren, Scannen und andere sind nicht vorhanden. In der neuen Fertigungsanlage (A2) mussten diese Prozesse integriert werden und alles sollte vollautomatisch ablaufen.

Aus den Trays in die Werkstückträger
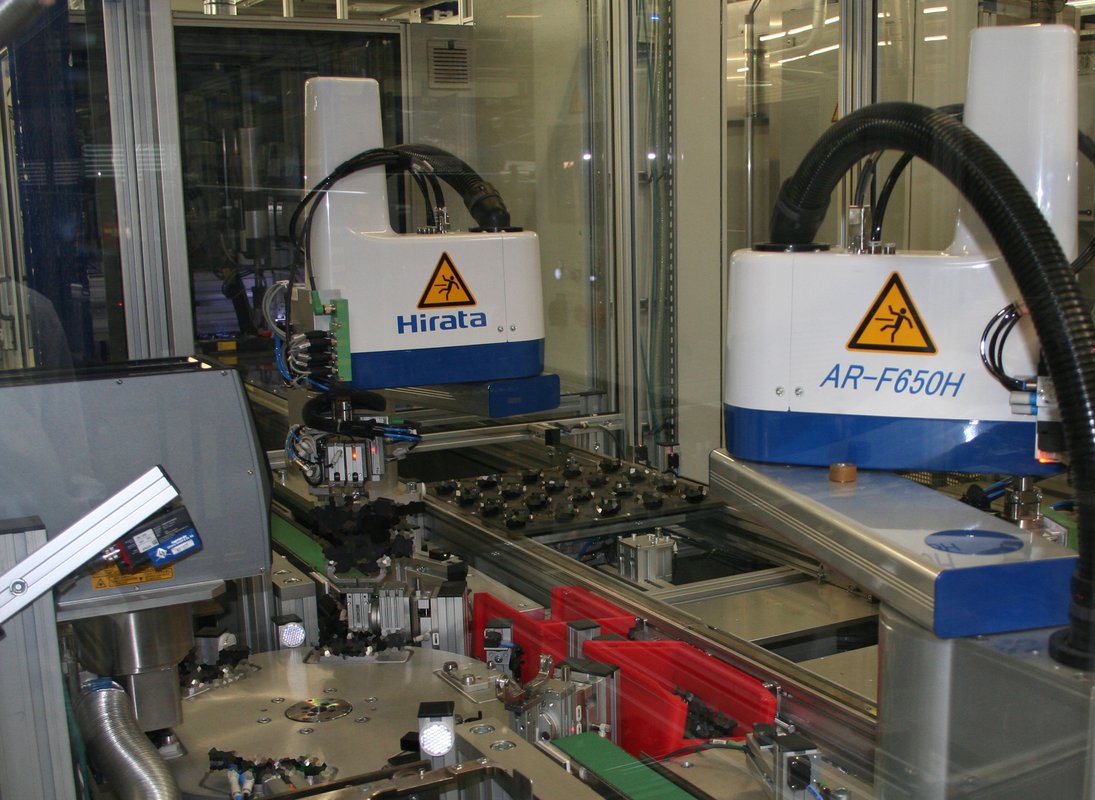
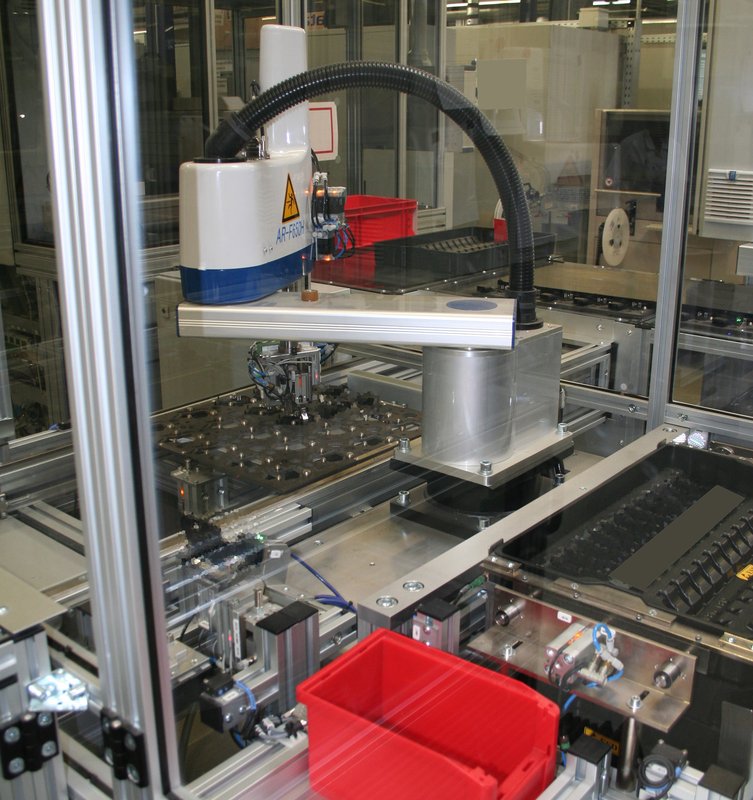
Die erste Station der Anlage ist die Beladestation, die aus zwei parallel angeordneten Palettieren (AST) mit je einem SCARA-Roboter Modell AR-F 650 besteht. Die angelieferten Trays mit den zu bearbeitenden Produkten (ca. 1,5 kg pro Tray) werden als Traystapel (ca. 12 kg pro Stapel) mit elektrischen Liftwagen in die Palettierer eingebracht. In den Palettierern werden entweder Werkstücke unterschiedlicher Varianten oder in beiden die gleiche Werkstückvariante bereitgestellt. Jeder Roboter entnimmt „seine“ senkrecht stehenden Werkstücke aus den Trays und bringt sie zu einer Wendestation, in der sie für die weitere Bearbeitung horizontal ausgerichtet werden. Anschließend werden die Werkstücke auf einem Rundschaltteller abgelegt, der zwischen den beiden Robotern angeordnet ist. Hier werden die Produkte gescannt und der vorhandene Zuliefercode geprüft. Nun positioniert der Rundschalttisch das Werkstück unter dem Lasermarkierer, der einen weiteren Code sowie Klarschrift aufbringt. Nach der Prüfung dieser Kennzeichnung per Scanner entnimmt der Roboter das Werkstück wieder aus dem Rundschaltteller und legt es in einem Werkstückträger (WT) mit 20 verfügbaren Positionen ab. Sollte die Codierung fehlerhaft sein, wird das Werkstück sofort aussortiert und auf ein separates NIO-Band abgelegt.
Die Beladestation ist so ausgelegt, dass zwei unterschiedliche Werkstücke zeitgleich, parallel in die Anlage eingebracht werden können. Jeder Roboter kümmert sich nur um seine Werkstückvariante, legt sie in den Rundschaltteller ab und entnimmt sie auch wieder, um sie sortenrein in den dafür vorgesehenen Werkstückträger abzulegen. Soll nur eine Werkstückvariante bearbeitet werden, teilen sich die Roboter die Aufgaben. Einer legt die Werkstücke in den Rundschaltteller ein, der zweite entnimmt sie und legt sie im Werkstückträger (WT) ab. Nun fahren die WTs zur Vergussstation, wo die punktförmigen Kavitäten und, je nach Produktvariante, auch die unbestückten Diodentaschen mit einer roten Vergussmasse gefüllt werden.

Vergießen, aushärten und prüfen
Die bestückten Werkstückträger werden nun zu drei identischen, hintereinander angeordneten Vergussstationen transportiert. Handelt es sich um Werkstückvariante 2 (mit Dioden), werden nur die 12 punktförmigen Kavitäten vergossen und der Werkstückträger zur nächsten Station, der UV-Aushärtung, weitertransportiert. Handelt es sich um die Werkstückvariante 1 (ohne Dioden), werden sowohl die zwölf punktförmigen Kavitäten als auch die zwei Diodentaschen vergossen. Sind alle Kavitäten vergossen, werden auch diese Werkstücke zur UV-Aushärtung weitertransportiert. An die UV-Aushärtung schließt sich eine Station zur AOI – Automatische Optische Inspektion an. Hier wird geprüft, ob alle Vergusspunkte richtig vergossen sind oder ob zu wenig oder zu viel Vergussmasse aufgebracht wurde.
Jetzt trennen sich die Wege
Nach der AOI-Station trennen sich die Wege der beiden Werkstückvarianten. Variante 1 (ohne Dioden) gelangt nun über einen Quertransport zum parallel zu den Dosierstationen angeordneten Durchlaufofen. Im Durchlaufofen wird die Vergussmasse nun noch thermisch ausgehärtet. Nach dem Ofen schließt sich eine kurze Kühlstrecke mit Ventilator an, auf der die heißen Werkstücke heruntergekühlt werden.
Die Werkstücke der Variante 2 (mit Dioden) nehmen nach der AOI-Station nun den Weg in die Linie A3. In dieser Linie liegt die Taktzeit bei 12 s. Nach der elektrostatischen Entladung der Werkstücke werden die WTs in eine Dosierstation mit integriertem Linearsystem transportiert. Hier wird Silberleitkleber in die Diodentaschen appliziert und in der folgenden Station mit Dioden bestückt.

Nach oben in den Paternosterofen
Ein Lift übernimmt die bestückten WTs und hebt sie auf eine Höhe von ca. 4 m. Hier befindet sich ein Quertransport, der die WTs zum parallel liegenden Paternosterofen transportiert. Bei der Konstruktion der entsprechenden Handhabungs-Einheit, die die WTs in den Ofen einsetzt, mussten die am Ofeneingang herrschenden hohen Temperaturen (ca. 150 °C) beachtet werden. Es wurden spezielle Materialen mit niedrigen Wärmekoeffizienten für Profile, Lagerungen, Greifer usw. eingesetzt und darauf geachtet, dass keine Wärmebrücken entstehen. Der Lift arbeitet mit bewährter Technik, Zahnstangenantriebe und Flachbahnführungen, wie sie auch bei den Palettierern von Hirata eingesetzt werden.
Der an dieser Stelle verwendete Paternosterofen wurde vor allem wegen der beengten Platzverhältnisse eingebaut. In Gegensatz zum Durchlaufofen in der Linie A2 benötigt er eine wesentlich kleinere Stellfläche. Die WTs bleiben 1 h im Ofen, fahren dabei langsam nach unten und werden dort wieder ausgegeben.
Vergießen und trocknen
In einer weiteren Vergussstation, die ähnlich aufgebaut ist wie die Vergussstationen in der Linie A2, werden nun die Diodentaschen inklusive Dioden mit einer Silikonmasse vergossen. Jetzt werden die WTs in einem zweiten Paternosterofen, zur Trockung des Silikons, wieder nach oben auf eine Höhe von 4 m befördert. Oben angekommen verlassen die WTs den Paternosterofen und werden über ein Transportband, das über dem Durchlaufofen von A2 verläuft, weitertransportiert. An sieben Positionen kann das Transportband gestoppt werden, sodass die Werkstücke herunterkühlen können. Am Ende der Strecke ist zusätzlich eine Kühlstation mit Ventilator integriert.
Wieder zusammengeführt
Der am Ende der Kühlstrecke angebrachte Lift führt die WTs aus der Linie A3 und der Linie A2 wieder zusammen. Das heißt, je nachdem, wo ein WT ansteht, oben am Ende der Kühlstrecke von A3 oder unten am Ende der Kühlstrecke nach dem Durchlaufofen von A2, holt der Lift den WT ab und übergibt ihn an eine Prüfstation. Als NIO-Teile erkannte Werkstücke durchlaufen die Station ohne Prüfung. Bei IO-Teilen wird eine Strom- und Spannungsprüfung an den Dioden (Variante 2) durchgeführt. Anschließend werden per Taumelkreisprüfung die Kontakte der Werkstücke (Variante 1 + 2) optisch geprüft. Alle NIO-Werkstücke, auch solche, die bereits in anderen Stationen als NIO registriert wurden, werden nun auf einem separaten Band abgelegt.
Hinter der Prüfstation befindet sich eine freiprogrammierbare Linearachse, die die Werkstückträger, je nach Werkstückvariante, an unterschiedliche Übergabepunkte bringt. Entweder geht es für Variante 1 weiter in die automatische Entladestation am Ende der Linie oder in eine manuelle Entladestation. Alternativ werden die WTs mit der Werkstückvariante 2 in die nebenan stehende Linie A1 transportiert und die Werkstücke dort entnommen und verpackt.
Automatisch entladen und palettieren
Die automatische Entladestation ist ähnlich aufgebaut wie die Beladestation am Anfang der Linie, allerdings arbeitet hier nur ein Palettierer und ein SCARA-Roboter Modell AR-F 650. Der Roboter entnimmt das Werkstück aus dem WT, es wird in einer Schwenkvorrichtung wieder aufgerichtet, gescannt und in das bereitstehende Tray abgelegt. Da alle Werkstücke gescannt werden, wird auch dokumentiert, in welcher Position im Tray das jeweilige Werkstück abgelegt ist. Die nun leeren WTs werden zu einem Eckumsetzer zwischen Entlade- und Beladestation (A2) transportiert und stehen so für die Beladestation wieder zur Verfügung.
Mit elektrischen Liftwagen werden die Traystapel nun wieder aus dem Palettierer entnommen und an eine manuelle Packstation gebracht. Hier werden die Trays auf Vollständigkeit geprüft und jeweils ein Werkstück aus dem bestückten Tray gescannt. Die im gleichen Tray befindlichen Werkstücke sind ja bereits dokumentiert und müssen daher nicht extra gescannt werden. Dann werden jeweils vier Trays zusammen mit einem Trockenbeutel in entsprechende KLTs eingesetzt und verpackt. Zum Versand werden dieselben Trays und KLTs verwendet wie bei der Anlieferung.
Die Fertigungslinien arbeiten im Drei-Schicht-Betrieb. Durch die Verkettung und die unterschiedlichen Taktzeiten in den Linien A1 (12 s), A2 (6 s) und A3 (12 s) verlassen bei der Fertigung mit mehreren Varianten viele tausend Werkstücke pro Tag die Anlagen. Wird nur die Werkstückvariante 1 (ohne Dioden) produziert, steigert sich der Tages-Ausstoß weiter.
Anlage wird zentral gesteuert
Die Linien A2 und A3 werden über einen zentralen Line-Controller gesteuert. Herzstück ist die A2, hier werden alle Produkte aufgelegt und über den Line-Controller wird entschieden, was wo bearbeitet wird. Jede mit einem SCARA-Roboter oder einem Linearsystem ausgerüstete Station wird durch eine eigene multitaskigfähige Steuerung von Hirata gesteuert. Auch die zugehörigen Peripheriegeräte wie z. B. Lift, Bandstrecken usw. werden darüber gesteuert. Diese Hirata-Steuerungen kommunizieren mit dem Leitrechner (Line-Controller), der alle Abläufe überwacht und die Produktionsaufträge organisiert. Durch die Vernetzung der Anlagen ist die Programmierung sehr komplex und erfordert viel Know-How. Die Techniker und Ingenieure des Kunden wurden soweit geschult, dass bestimmte Änderungen wie das Teachen neuer Positionen oder Ähnliches eigenständig durchgeführt werden können. Auch das Wartungspersonal wird entsprechend geschult. Werden größere Programmänderungen gewünscht, werden diese von den Spezialisten bei Hirata durchgeführt.
Zügige Umsetzung trotz besonderer Herausforderungen
Ungefähr 6 Monate sind von der Konzeption bis zur Inbetriebnahme der Linie A2 und weitere 6 Monate bei der Line A3 vergangen, plus 1 bis 2 Monate für die Optimierung vor Ort mit Auditierung und Validierung. Spannend war auch die Umsetzung der vielen verschiedenen Prozesse, die in den Anlagen integriert sind. Viele davon sind das tägliche Brot von Hirata, andere wie z. B. der Verguss, sind die Domäne des Kunden. Durch die gute Zusammenarbeit konnten alle Aufgabenstellungen optimal gelöst werden. Auch die besondere Herausforderung, der begrenzte Platz, konnte mit viel Erfahrung bewältigt werden. Hier zählte jeder Zentimeter bei der Festlegung der Stationsabmessungen und dem freien Innenraum innerhalb der Linie. Schließlich mussten hier die Schaltschranktüren noch geöffnet werden können und das Wartungspersonal eine gewisse Bewegungsfreiheit haben. Insgesamt waren die Verantwortlichen beim Kunden mit der zügigen Umsetzung und dem Ergebnis sehr zufrieden. Die Hirata-Mitarbeiter standen in manchen Projektphasen fast rund um die Uhr zur Verfügung und auch Sonderwünsche oder nachträgliche Änderungen wurden von Hirata zügig umgesetzt.