
Referenzprojekt Fertigungszelle mit Rundtakttisch
Im konkreten Fall erhielt die Hirata Engineering Europe GmbH in Mainz genau aus diesem Grund den Auftrag für den Aufbau einer automatisierten Montage für elektrische Steckverbinder. Die Aufgabe besteht darin, einen Teil eines elektrischen Steckverbinders (hinterer Gehäuseteil plus Klemmrolle inklusive Feder, Klemmrollenaufnehmer, Verrastung und Tülle) zu montieren. Diese Steckvorrichtung wird in zwei Varianten, als Normal- und Low-Cost-Stecker, und in jeweils drei Größen gefertigt. Die ursprüngliche Planung des Kunden sah vor, diese Teile in zwei separaten Einheiten, einer Montageinsel für die Zugentlastung (Klemmrollen, Federn, Klemmrollenaufnehmer) und einer Montage-Linie für den hinteren Teil des Stecker-Gehäuses, zu fertigen. Beide Montagebereiche sollten durch einen Pufferbereich verbunden werden.
Konzeptänderung spart Platz und Geld
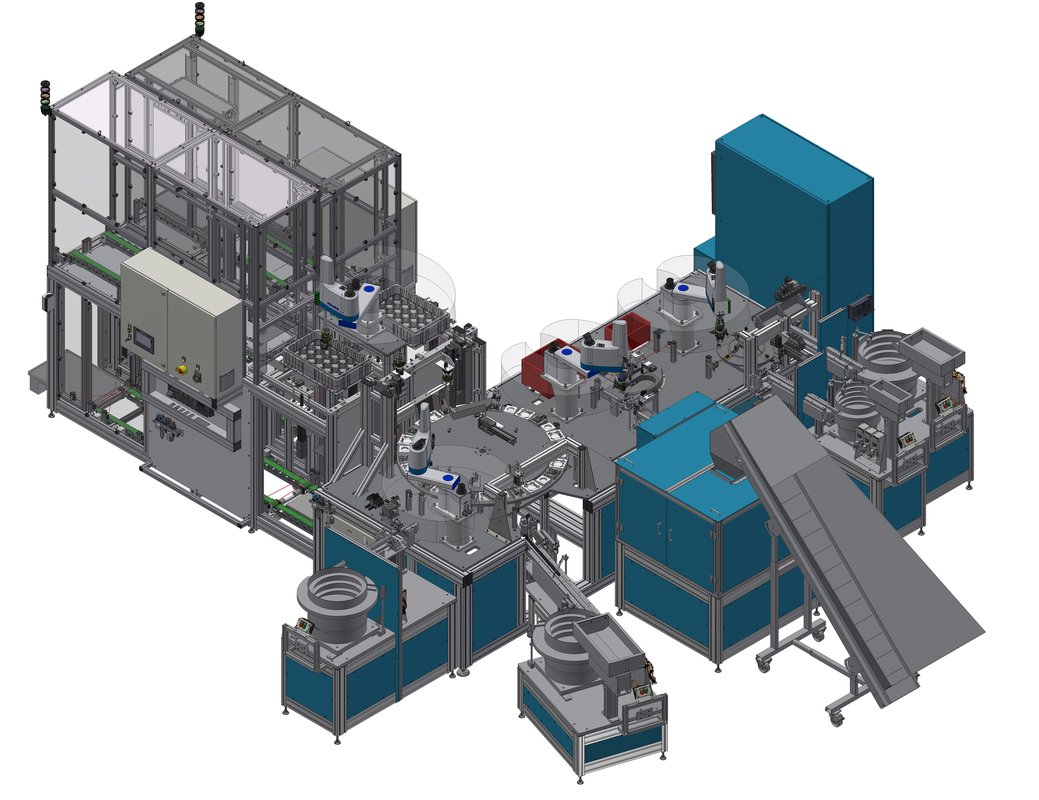
Die Experten bei Hirata haben dieses Konzept überarbeitet und die beiden ursprünglich geplanten Montageeinheiten in einer Fertigung-/Montageinsel zusammengefasst. Auch eine Pufferung war im Arbeitsablauf nicht notwendig und so konnten die ohnehin immer knappe Aufstellfläche deutlich verringert und die Kosten, durch den Einsatz von Hirata-eigenen Komponenten wie SCARA-Robotern und Palettieren, gesenkt werden. Eine weiter Vorgabe des Kunden war es, eine möglichst flexible Montageanlage zu konzipieren, damit alle Steckergrößen und beide Varianten möglichst ohne bzw. mit nur geringem Umrüstaufwand auf derselben Anlage montiert werden können. Auch die Nachverfolgbarkeit musste gewährleistet werden können. Alle Behälter mit Schütt- und Setzgut sind daher mit RFID-Tags ausgestattet und werden vor der Einbringung in die Anlage erfasst und geprüft.
Flexibel durch frei programmierbare Einheiten
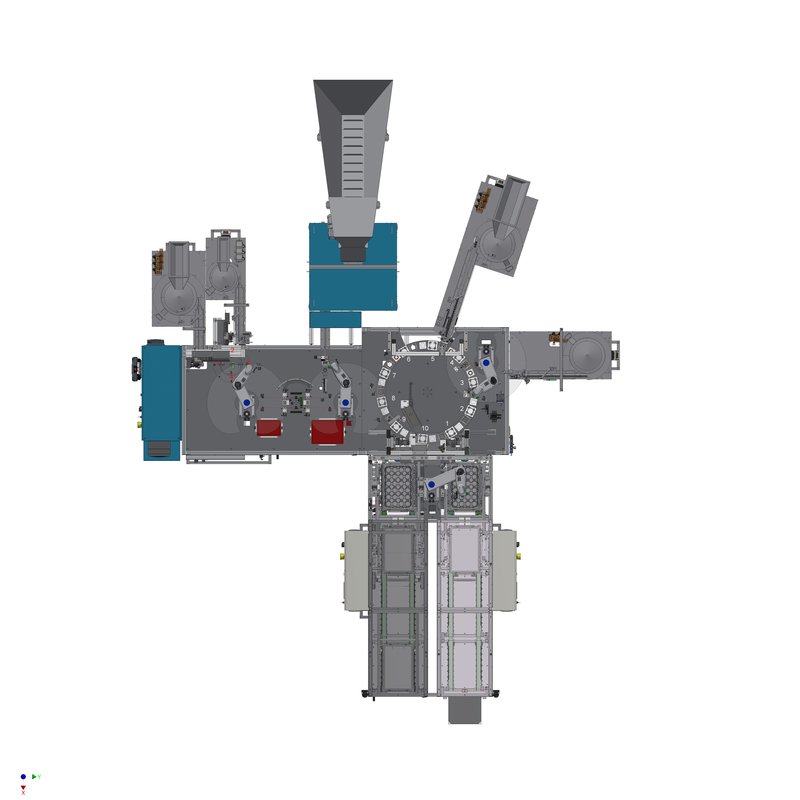
Die von Hirata realisierte Montageinsel beinhaltet auf einer Fläche von ca. 8 x 8 m vier SCARA-Roboter und zwei Palettiersysteme von Hirata, eine Dreheinheit, einen kleinen und einen größeren frei programmierbaren Rundschalttisch sowie fünf Wendelförderer und einige Servoachsen. Um die Flexibilität der Anlage zu gewährleisten, sind alle Zustell-, Montage- und Handlingbewegungen frei programmierbar und die entsprechenden Einheiten mit Schnellwechsel-Greifern ausgestattet. Die Steuerung der gesamten Anlage übernimmt eine SPS, die softwareseitig in zwei Bereiche getrennt ist. Ein Bereich ist für die Vormontage der Zugentlastung zuständig, der andere für die komplexere Steuerung der Gehäuse-Montage beim normalen Stecker und der Low-Cost-Variante. Eine Hirata-eigene Steuerung wird als Motion Control für alle vier SCARA-Roboter genutzt. Hier sind alle Roboter-Positionen hinterlegt, die dann durch die Befehle der SPS angefahren werden. Die Möglichkeit bis zu vier Robotersysteme oder bis zu 16 Servoachsen mit einer Robotersteuerung anzusteuern, ist nicht bei vielen Herstellern möglich, sorgt aber für ein hohes Kostenspar-Potenzial. Auch die Pneumatik ist aufgeteilt. Jede Anlagenseite hat eine eigene Ventilinsel, damit die Wege kurz und schnelle Schaltzyklen möglich sind. Über ein mobiles Bedienpanel kann ein Mitarbeiter die Anlage einrichten oder Daten abrufen und sich dabei relativ frei um die Anlage bewegen. An den vier Seiten der Anlage sind Halterungen angebracht, in denen das Bedienpanel auch abgelegt werden kann.
Links die Klemmrolle, rechts das Stecker-Gehäuse
Die Montage startet für die normale Stecker-Variante an zwei Stellen der Anlage gleichzeitig. Auf der linken Seite wird die Zugentlastung (Klemmenrolle mit Feder und Klemmrollenaufnehmer) montiert, auf der rechten Seite startet die Montage des Stecker-Gehäuses mit Verrastung und Tülle. In der Anlagenmitte werden dann diese beiden vormontierten Einheiten zusammengeführt und montiert. Bei der Montage der Low-Cost-Variante arbeitet nur der rechte Teil der Montageinsel, da dieser Stecker ohne Zugentlastung gefertigt wird, und nur zwei Bauteile (Verrastung und Tülle) im Stecker-Gehäuse montiert werden müssen.
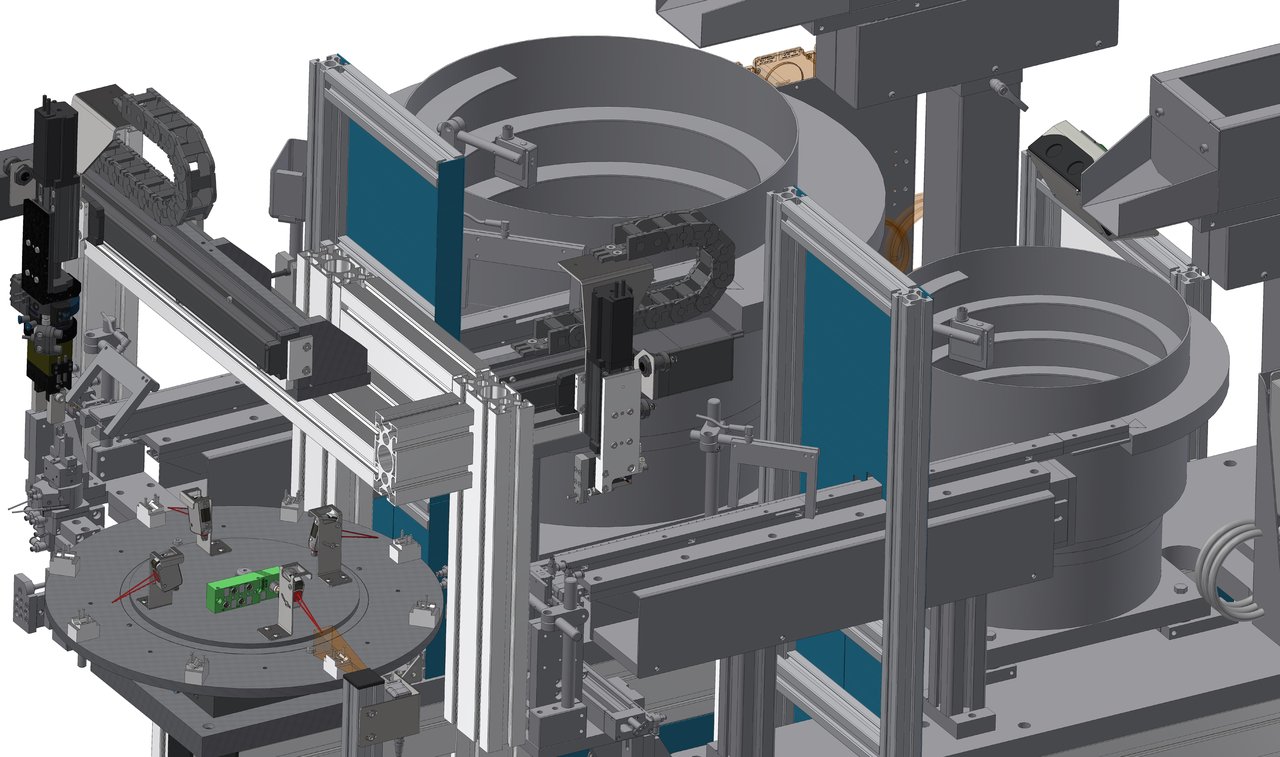
Die Montage der Klemmrolle beginnt am kleinen Rundschalttisch in Pos. 1 mit der Zuführung der Klemmrollen über einen Wendelförderer. Eine Linearachse entnimmt immer eine Klemmrolle und legt sie in ein Werkstücknest auf dem Rundschalttisch ab. An Pos. 2 werden die Federn ebenfalls über einen Wendelförderer zugeführt, mit einem Dorn aufgenommen, in Position gebracht und auf die Klemmrollen gedrückt. An Pos. 3 prüft ein Vision-Sensor die korrekte Lage der Federn. Ein SCARA-Roboter AR-F 650 greift in Pos. 4 die Bauteile und bringt sie zu einer Dreheinheit zur Montage des Klemmrollenaufnehmers. Hier werden die Klemmrollenaufnehmer per Wendelförderer zugeführt, von einem weiteren SCARA-Roboter (AR-F 500) entnommen und in der Montageposition abgelegt. Nun werden die Klemmrollen von zwei Pneumatikzylindern seitlich in den Aufnehmer eingepresst und anschließend der richtige Sitz durch einen Vision-Sensor geprüft. Der SCARA-Roboter AR-F 500 entnimmt die so gefügten Teile und bringt sie zum großen Rundschalttisch (Pos. 9) auf der rechten Seite der Anlage.
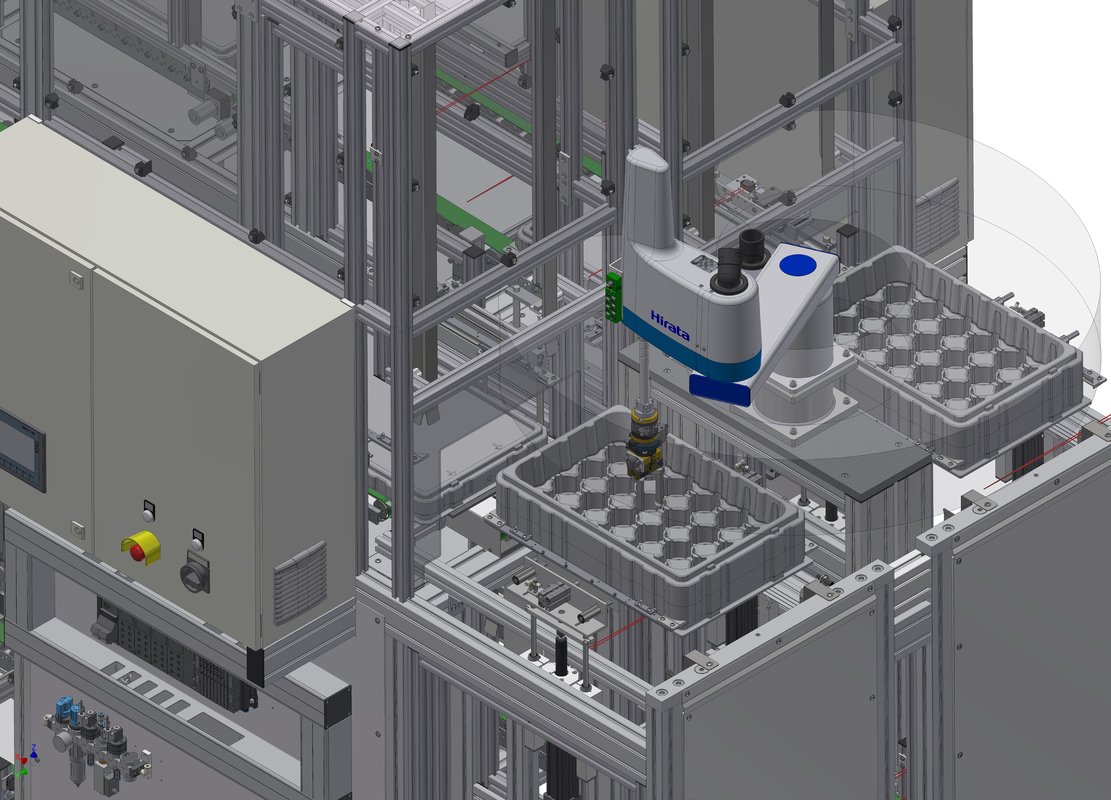
Palettierer führen die Stecker-Gehäuse zu
In der Zwischenzeit wurde an diesem großen Rundschalttisch das Stecker-Gehäuse montiert. Hierfür startet die Montage mit der Zuführung der spritzgegossenen Stecker-Gehäuse. Diese werden in Trays bereitgestellt, die aufgestapelt auf einem Bodenroller von hinten in einen Palettierer hineingeschoben werden. Hier werden die Trays vereinzelt, ein SCARA-Roboter AR-F 650 entnimmt die Teile und übergibt sie an eine vertikal arbeitende Linearachse. Diese vertikale Linearachse ist notwendig um die Höhendifferenz von ca. 450 mm zwischen der Arbeitsebene des Palettierers und dem großen Rundschalttisch zu überbrücken. Die Arbeitshöhe des Palettierers ergibt sich aus der Höhe des Traystapels plus der Höhe des Bodenrollers. Der Rundschalttisch befindet sich auf einer Höhe von ca. 1.000 mm, damit auch eventuell notwendige Wartungsarbeiten problemlos durchgeführt werden können. Die eingesetzte vertikale Linearachse hat auch noch eine zweite Aufgabe. Sie ist mit einer Wendeeinheit bestückt und dreht das Stecker-Gehäuse um 180°, so dass die Hauptmontage-Seite des Bauteils nach oben zeigt. Anschließend legt die Linearachse das Bauteil in Pos. 1 des Rundschalttisches ab. Pos. 2 ist momentan ohne Funktion, hier wird eventuell später ein weiteres Bauteil montiert. An Pos. 3 wird per Wendelförderer die Verrastung zugeführt und von einem zweiten SCARA-Roboter AR-F 500 montiert. Hierfür ist der Roboter mit einem speziellen Fügewerkzeug ausgestattet. Anschließend wird der korrekte Sitz der Verrastung per Vision-Sensor geprüft (Pos. 4). In der nächsten Position (Pos. 5) wird die Tülle des Steckers montiert. Ein Zweiachsensystem greift die Tülle aus der Endlage des Wendelförderers und setzt sie auf einen Servozylinder, der die Tülle nun von unten auf das Stecker-Gehäuse fügt und einrastet. Im nächsten Schritt (Pos. 6) wird auch diese Montage wieder geprüft. Drei taktile Sensoren fahren von unten an die Tülle und prüfen, ob sie gerade sitzt. Pos. 7 und 8 am Rundschalttisch bleiben bei der normalen Stecker-Variante ohne Funktion.
Klemmrollenaufnehmer und Gehäuse werden vereint
In Pos. 9 wird nun der im linken Anlagenbereich vormontierte Klemmrollenaufnehmer vom SCARA-Roboter in das Stecker-Gehäuse gefügt und dabei die Feder der Klemmrolle gespannt. Per Laser-Sensor wird dieser Montageschritt auch sofort geprüft. Die letzte Position des großen Rundschalttisches (Pos. 10) ist die Entnahmeposition, dort ist ebenfalls eine vertikale Achse mit Wendeeinheit vorhanden, die das nun fertig montierte Bauteil (IO-Teil) nach oben fährt, wendet und an den SCARA-Roboter übergibt. Dieser legt die Bauteile wieder in Trays ab, die in einem zweiten Palettierer wieder aufgestapelt, nach hinten gefördert und per Bodenroller aus dem Palettierer herausgefahren werden. NIO-Teile, die einen der vielen Prüfschritte nicht bestanden haben, werden an dieser Entnahmeposition über eine Rutsche aussortiert.
Bei der Montage der Low-Cost-Variante ist der linke Anlagenbereich nicht im Betrieb, da diese Variante keine zusätzliche Zugentlastung benötigt. Die Montage startet auch hier bei Pos. 1 und der Platzierung des Stecker-Gehäuses im Werkstücknest auf dem großen Rundschalttisch. In Pos. 3 wird die Verrastung montiert und anschließend geprüft (Pos. 4). Anschließend wird in Pos. 7 die Low-Cost-Tülle über einen Wendelförderer zugeführt. Wie bei der normalen Stecker-Variante werden diese über ein Zweiachsensystem und einen Servozylinder gefügt und in Pos. 8 geprüft. Pos. 9 läuft leer und in Pos. 10 wird der fertige Low-Cost-Stecker entnommen, gewendet und in die Trays abgelegt.
Geringer Umrüstaufwand
Der große Rundschalttisch ist an allen Positionen mit drei verschiedenen Werkstücknestern für die drei möglichen Stecker-Größen ausgestattet. Diese sind so gestaltet, dass auch zwischen Typenwechsel (Normalstecker zu Low-Cost-Stecker) keine Umrüstung nötig ist. Zusammen mit den freiprogrammierbaren Zustell-, Montage- und Handlingbewegungen, einigen noch freien Montagepositionen und den eingesetzten Schnellwechselgreifersystemen ist die gesamte Montageinsel sehr flexibel und auch für einige nachträgliche Montageschritte erweiterbar.